
销售产品HOT PRODUCT



焊接复式拉杆补偿器焊接工作流程
2022-05-14 09:56:48
动态详情
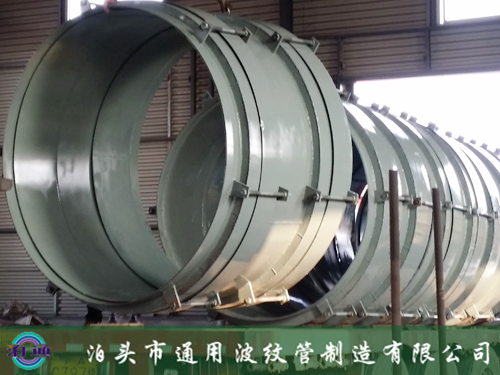
焊接复式拉杆补偿器采用接管连接方式,与法兰连接的安装方法不同之处在于,需要使用电焊作业来将复式拉杆补偿器的接管与管道或设备的接管进行焊接。
在对焊接复式拉杆补偿器进行焊接前需要做好准备工作,准备与补偿器材质相适应的焊丝,需要注意的是如需使用助焊剂量要适中,避免量多延长加热时间,加热不充分焊接过程汇总形成夹渣的现象。焊接工作流程如下:
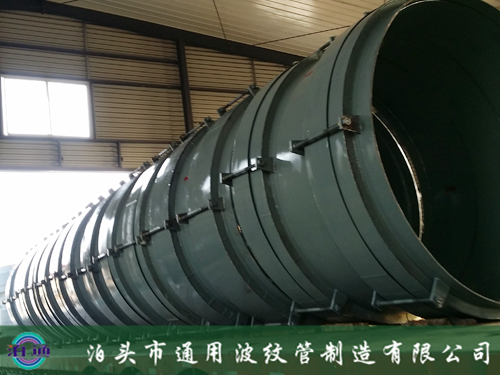
1、正确的导流方向,焊接复式拉杆补偿器时带有导流箭头的避免流向装反。
2、焊接时根据所连接管线或设备材料,选用相应的焊接工艺,且注意焊接过程中电流的控制,避免焊接时产生的热量对波纹管造成的损伤。
3、复式拉杆补偿器通过吊装到安装位置时,应分别对两端进行点焊,确认安装无误后在进接口端整圈的焊接。
4、焊接完成后,对于拉杆除运输拉杆(通常为了区分运输拉杆,会通过对拉杆涂漆便于使用者区分)补偿器自身拉杆可通过调整内侧的螺母进行微调,不可以将拉杆拆掉。
进行试压时应缓慢进行加压,试压过程中做好防止补偿器出现过压泄压的装置或措施。投入工作状态后,定期通过对波纹管外观检查。看是否出现变形以及腐蚀现象。

上一篇:加湿机配套用圆形卸料阀发往山西
下一篇:旋转补偿器工作原理
